La precisione delle dimensioni e la ruvidità della superficie della perforazione e l'efficienza della perforazione sono direttamente correlate alla qualità dell'affilatura e della rettifica della fresa.
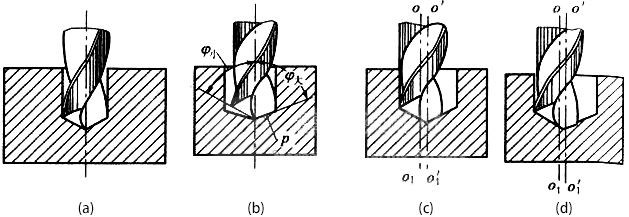
Figura 1: L'impatto della rettifica dei bit sulla lavorazione
(a) Rettifica correttamente
(b) Asimmetria dell'angolo di punta
(c) Lunghezza diversa della triturazione del cutter
(d) L'angolo del punto e la triturazione del cutter sono asimmetrici
È facile e difficile affinare il bordo della punta elicoidale; semplicemente, dovrebbero solo affinare due angoli di gioco primari; Difficilmente, dovrebbe essere garantito che l'angolo di spoglia, l'angolo del punto e l'angolo del fianco del cesello siano corretti. In modo che due Major Cutting Lips debbano essere simmetrici, le Major Cutting Lips hanno lo stesso angolo incluso con l'asse mandrino della punta elicoidale e le lunghezze sono le stesse. Rivedere la figura (a).
Forse l'angolo di punta della punta elicoidale dopo la rettifica è la dissimmetria, nel caso di avanzamento della quantità, il labbro principale di taglio che mantiene l'angolo inclinato più grande con il mandrino sta funzionando, mentre l'altro labbro principale di taglio non funziona. Quando ciò accade, lo stress della punta elicoidale non è bilanciato; il labbro principale di taglio in una delle operazioni di foratura della componente orizzontale della forza di taglio sulla punta elicoidale sull'altro lato, o la punta è inclinata o troppo grande. Rivedere la figura (b).
Forse l'angolo del punto è simmetrico dopo la macinatura, ma la lunghezza di due Major Cutting Lips è diversa, ha dichiarato che il centro di lavoro della punta elicoidale è diverso dal centro geometrico. Questo è il centro geometrico o ~ o1 spostato per funzionare o '~ o'1, i risultati di questo foro di perforazione sono maggiori del diametro della punta elicoidale. Rivedere la figura (c).
Forse l'angolo di punta della punta elicoidale dopo l'affilatura della fresa è dissimmetria, e la lunghezza di due Major Cutting Lips è diversa, cioè non solo il diametro del foro è più grande del diametro della punta elicoidale, ma avviene anche un foro a gradini. Rivedere la figura (d).
In breve, per evitare i casi come figura (b), (c), (d) durante la rettifica di punte elicoidali che non solo migliorano la qualità della perforazione, ma miglioreranno anche le condizioni di perforazione e arriveranno a prolungare la durata utile della torsione trapano.
Per supporre che tutte le rettifiche della punta elicoidale siano corrette, tuttavia, a causa delle sue carenze intrinseche, nella foratura ci sono ancora alcuni fattori sfavorevoli, ad esempio: l'angolo di terra del bordo dello scalpello è negativo, come -60 ° ~ -54 °; in modo che la condizione della perforazione non sia così buona, dovrebbe aumentare la forza assiale, il bordo dello scalpello è in realtà schiacciare e raschiare il metallo sul pezzo, che consuma molta energia, genera molto calore ed è molto male al centraggio .
Per i difetti della punta elicoidale sopra, occorre rettificare la punta elicoidale secondo diversi materiali e condizioni di perforazione, rivedere la figura 2.
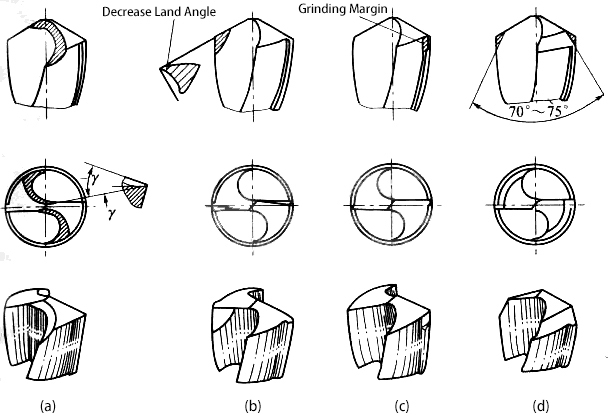
Figura 2: Twist Drill Grinding
(a) Rettifica dello scalpello
(b) Rettifica Rake Face
(c) Bordo di levigatura
(d) Doppia rettifica
(1) Grinding Chisel Edge
Mantenendo la lunghezza in 1/5 ~ 1/3 dell'originale dopo la rettifica, allo stesso tempo, due taglierina interna riformata e l'angolo di terra è di circa γ0 = 0 ° ~ 15 °. La smerigliatura del bordo a scalpello più corta per i materiali più morbidi del pezzo, altrimenti, per diminuire la macinatura. Ridurrà la forza assiale dopo la rettifica e aumenterà il centraggio della punta elicoidale.
(2) Rettifica di spoglia frontale
Quando il materiale del pezzo da lavorare è più morbido, la faccia del rastrello dovrebbe essere rettificata, per aumentare l'angolo di terra, e quindi aumentare la nitidezza del labbro di taglio e ridurre la forza di perforazione; Quando il materiale del pezzo da lavorare è più duro, occorre rettificare la faccia di spigolo del bordo esterno, per ridurre l'angolo di inclinazione, al fine di aumentare la resistenza della punta elicoidale. Inoltre puoi macinare due facce, arrivare agli stessi risultati completi.
(3) Bordo di affilatura
Durante l'utilizzo di un trapano di diametro maggiore o di forare materiale più morbido e fori con maggiore precisione, è necessario rettificare la faccia del fianco, mantenere il bordo più stretto, in modo da ridurre l'attrito tra la punta e il foro.
(4) Doppia rettifica
Sull'interfaccia tra Major Cutting Lip e Minor Cutting Lip, dovresti rettificare il tagliente diritto e di transizione, formando una doppia levetta Flank Faces, e l'angolo è di circa 70 ° ~ 75 °, anche in grado di macinare tre bordi e l'angolo è di 50 ° ~ 70 °. Diminuire l'angolo ridurrà la forza assiale, e per aumentare la forza e le condizioni di emissione di calore, vieni a ridurre l'usura della punta elicoidale e ridurre la ruvidità della parete del foro.
(5) Groove Dividing Groove
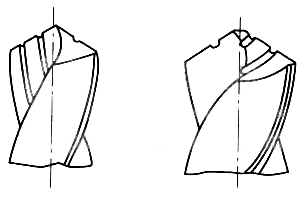
Figura 3: Chip Dividing Groove Drill
Per il diametro maggiore della punta elicoidale, deve rettificare la fessura stretta sfalsata sulla faccia del rastrello e sulla faccia maggiore della punta elicoidale. Rivedere la figura 3. Per mantenere il bordo di taglio stretto, e per migliorare la condizione di rimozione del truciolo e divisione del truciolo, è utile iniettare più fluido da taglio, migliorare la condizione di dissipazione del calore, anche per migliorare la qualità della perforazione e l'efficienza di perforazione. Allo stesso tempo, durante la riaffilatura del bordo dello scalpello che ha un migliore effetto di perforazione.








